


 聯系人程先生 18816588806
聯系人程先生 18816588806 電 話0510-88769360?
電 話0510-88769360?  傳 真0510-88769196
傳 真0510-88769196 網 址www.huabaicai.cn
網 址www.huabaicai.cn 郵 箱[email protected]
郵 箱[email protected] 地 址無錫市濱湖區農科隊路11號?
地 址無錫市濱湖區農科隊路11號?

掃碼查看手機站
真空鍍膜設備
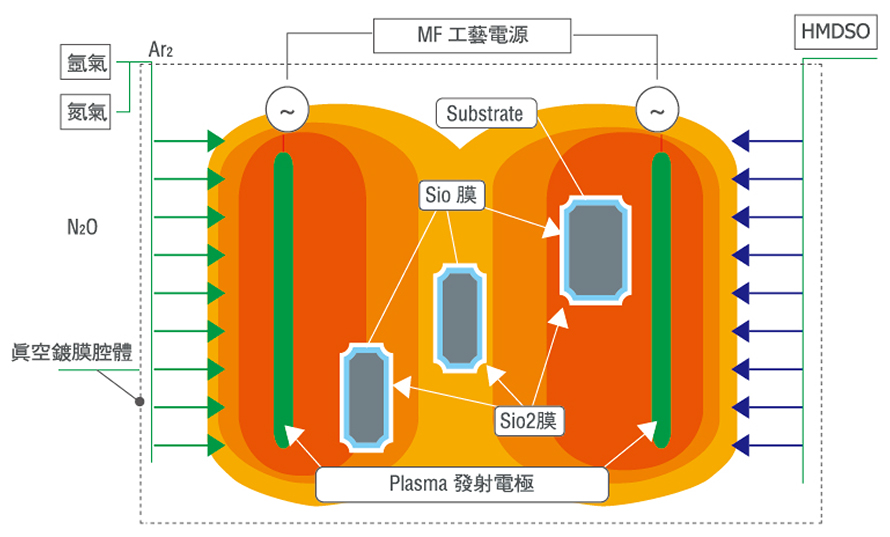
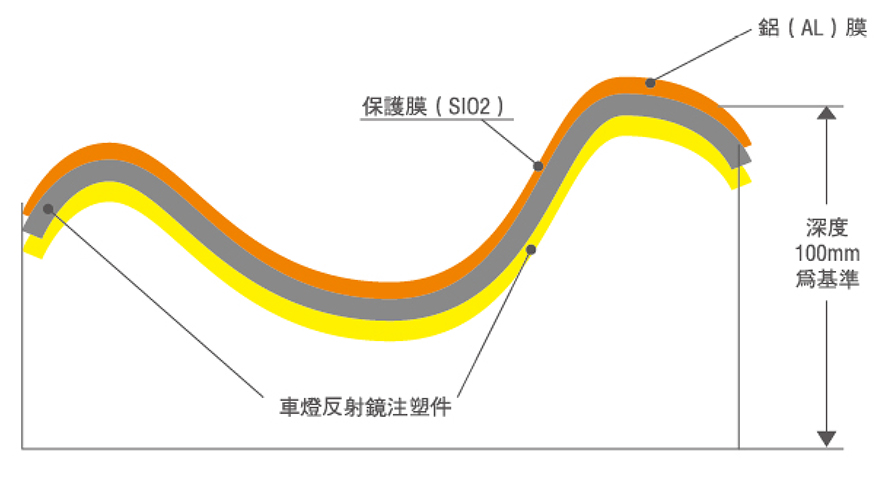
科技創新為動力 專業服務為目標 車燈保護膜重合鍍膜設備
車燈保護膜重合鍍膜設備
 車燈保護膜重合鍍膜設備
車燈保護膜重合鍍膜設備
 車燈保護膜重合鍍膜設備
車燈保護膜重合鍍膜設備
 車燈保護膜重合鍍膜設備
車燈保護膜重合鍍膜設備
 車燈保護膜重合鍍膜設備
車燈保護膜重合鍍膜設備
 車燈保護膜重合鍍膜設備
車燈保護膜重合鍍膜設備
| 設備型號 | VLT-1000B | VLT-1200B | VLT-1400B | VLT-1500B | VLT-1600B | VLT-1800B | VLT-2000B |
| 尺寸 | 1000×1500 | 1200×1650 | 1400×1800 | 1500×1850 | 1600×1950 | 1800×1950 | 2000×2100 |
 聯系人程先生 18816588806電 話0510-88769360? 傳 真0510-88769196網 址www.huabaicai.cn郵 箱[email protected]地 址無錫市濱湖區農科隊路11號?
聯系人程先生 18816588806電 話0510-88769360? 傳 真0510-88769196網 址www.huabaicai.cn郵 箱[email protected]地 址無錫市濱湖區農科隊路11號?掃碼查看手機站
 蘇公網安備32021102002727號
蘇公網安備32021102002727號